Zinc Níquel
Cyanide-free processt
electrolyte zinc plating
Rohs compliant


ZINC PLATED
ELECTROLYTIC ALLOY
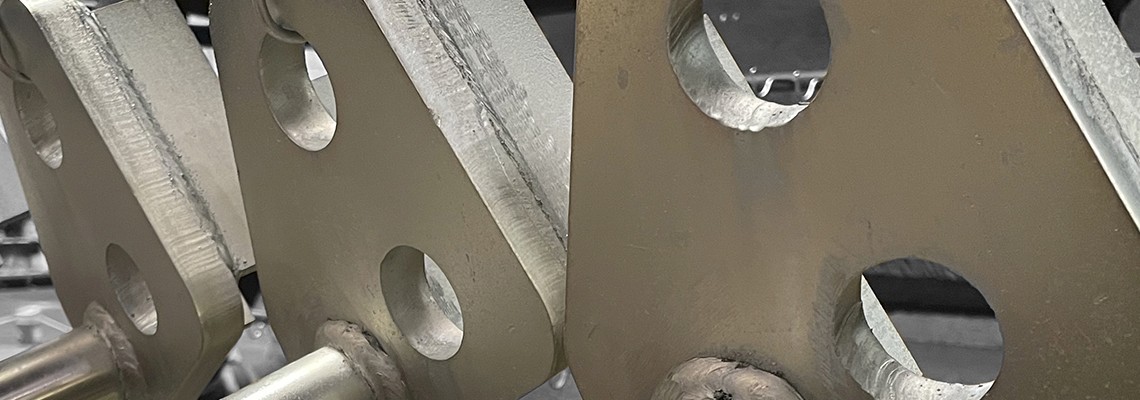
Electrolytic zinc plating or electro-zinc plating is a widely extended method for the protection of steel, because it provides reasonable protection with a pleasant appearance and at low cost. Zinc protects steel through two mechanisms: on the one hand, it exerts a barrier effect, isolating the steel from the aggressive environment and on the other hand it acts as a sacrificial anode, slowing down the corrosion of the steel.
The service life of a zinc coating depends directly and linearly on the thickness of the coating. Additionally, the useful life of this type of coatings can be extended by applying chromate conversion coatings. These coatings are made up of thin films (between 0.01 and 1 µm) of inorganic compounds, which are formed by the contact of the metal surface with an aqueous solution containing soluble chromates. This type of coatings, in addition to improving corrosion resistance, allows the application of a subsequent organic coating.
The main advantages of electrolytic zinc plating with respect to hot galvanizing are better adhesion and that when working at room temperature, the parts do not suffer deformation due to the effect of temperature.
+ info
electrolytic coating
GENERAL ZINCING PROCESS
The zinc plating process is carried out by immersion in the different galvanic baths, which operate at low temperatures (<50ºC), which avoids the deformation of the pieces during their treatment. Iron is mainly protected, but other metals, such as copper, brass or zamak ELECTRONIQUEL can also apply this treatment
Treatment
Deposition
Dehydrogenated
Passivated
Inspection
Electroniquel uses an alkaline cyanide-free process for zinc plating, which implies a better distribution on the surface of the part and less hydrogenation of the base metal. Taking into account that the cyanides traditionally used in zinc baths carried out a cleaning action, with the processes exempted, the pretreatment stages acquire more importance, being usual the combination of pickling with chemical and electrolytic degreases to achieve a good adhesion between the zinc. and the base metal.
-
Treatment
Degreasing and pickling
To achieve adhesion of the zinc-nickel alloy on a metal part, degreasing and pickling steps are carried out. DEGREASING: the objective is to eliminate the oils and greases that we have on the surface of the piece. PICKLING: in this stage the surface oxides adhered to the surface of the steel are eliminated by immersion in acid solutions, thus removing the scale from previous processes such as rolling.

-
DEPOSITION
COATING THE PART
Depending on the service condition, the thickness of the deposited layer can vary between 5-25 microns. The deposit obtained in this way is an ideal base for subsequent passivation treatments, which improve corrosion resistance and modify its appearance.

-
Dehydrogenation treatment
heat treatments
If required (tensile strength greater than 1000 MPa), the part will be dehydrogenated at almost 200ºC for a variable time depending on the hardness of the part.
-
conversion coating
passivation
Passivation is the generation of a conversion coating that is applied to improve the corrosion resistance of the part and that modifies its appearance. After passivation, it is possible to subsequently apply a sealing stage, which penetrates the passivation, closing the micro-pores, increasing the white corrosion of the part.

-
inspection
behavior control
Inspections that we carry out throughout the process, mainly on the galvanic baths and on the product once it is finished. Appearance tests: examine the coating with an amplitude of 10%. Layer thickness: measure on a significant surface by X-ray spectrometry s / n ISO 3497. Adhesion: There will be no flaking or blistering of the pieces after keeping them at 220 ± 10 ºC for 30 minutes with immediate immersion in water at 15-25ºC. s / n ISO 2819. Corrosion resistance: Accelerated salt spray tests s / n ISO 9227.

ZINC PLATED FINISHES
Zinc plated with white, olive green, iridescent, yellow and black finishes



clear passivated zinc sealing POSSIBLE
IRIDESCENT PASSIVE ZINC sealing POSSIBLE
BLACK PASSIVE ZINC POSSIBLE SEALING
YELLOW PASSIVE ZINC sealing possible
IRIDESCENT PASSIVE ZINC sealing possible
Zinc plating characteristics
esthetic, durability and profitability
Conservation and protection
Zinc plating is a widely used method for protecting steel against oxidation and corrosion, also improving its visual appearance and at low cost.
Minimum coating thickness
These coatings are made up of thin films (between 5-25 microns) of inorganic compounds, which are formed by the contact of the metal surface with an aqueous solution containing soluble chromates.
Good finish
When working at room temperature, the pieces do not suffer deformation due to the effect of temperature.
Alkaline zinc plating without cyanides
Electroniquel uses a cyanide-free alkaline process for zinc plating, which implies a better distribution on the surface of the part and less hydrogenation of the base metal.
Aplicación por inmersión
El proceso de zincado se realiza por inmersión en los diferentes baños galvánicos, que operan a bajas temperaturas (<50ºC), lo que evita la deformación de las piezas durante su tratamiento.
Static drum or rack application
Electrolytic pan zinc plating is used for large series of small parts. It is used for metal die-cutting, turning, turners ...
GOOD BASIS FOR BACK COATING
This type of coating not only improves resistance to rust and corrosion, but also allows the application of a subsequent organic coating.
EXCELLENT SUBSTITUTE FOR GALVANISING
The main advantages of electrolytic zinc plating over hot-dip galvanising are better adhesion and the fact that when working at room temperature, the parts are not deformed by the effects of temperature.
industrial application of electrolytic zinc plating









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
PROTECTION
48H without red corrosion | 5 microns with white passivate
36 h sans corrosion rouge | 12 microns avec passivation irisée
480 h without red corrosion | 12 microns with iridescent passivated and sealed
certifications and standards
ELECTRONIQUEL CERTIFIES ALL ITS TREATMENTS BASED ON THE SPECIFIC STANDARD, APPROVAL OR TESTS
ISO 2081:2018 CERTIFICATION
Metallic coatings and other inorganic coatings. Electrolytic zinc coatings with supplementary treatments on iron or steel
ISO 19598:2016 CERTIFICATION
Metallic coatings. electrolytic coatings of zinc and zinc alloys on iron or steel with supplementary treatment without Cr (VI)
UNE 112050:1994 regulation
Chromic conversion layers on zinc and cadmium electrolytic coatings
ASTM B633-19 SPÉCIFICATION
Standard Specification for Electrodeposited Coatings of Zinc on Iron and Steel