Zinc Niquel
Procédé sans cyanure
zingage électrolytique
Rohs compliant


ZINGUÉ
ALLIAGE ÉLECTROLYTIQUE
Le zingage électrolytique ou zingage électrolytique est une méthode largement répandue pour la protection de l'acier, car elle offre une protection raisonnable avec un aspect agréable et à faible coût. Le zinc protège l'acier grâce à deux mécanismes : d'une part, il exerce un effet barrière, isolant l'acier de l'environnement agressif et d'autre part il agit comme une anode sacrificielle, ralentissant la corrosion de l'acier.
La durée de vie d'un revêtement de zinc dépend directement et linéairement de l'épaisseur du revêtement. De plus, la durée de vie utile de ce type de revêtements peut être prolongée en appliquant des revêtements de conversion au chromate. Ces revêtements sont constitués de films minces (entre 0,01 et 1 µm) de composés inorganiques, qui sont formés par le contact de la surface métallique avec une solution aqueuse contenant des chromates solubles. Ce type de revêtements, en plus d'améliorer la résistance à la corrosion, permet l'application d'un revêtement organique ultérieur. .
Les principaux avantages du zingage électrolytique par rapport à la galvanisation à chaud sont une meilleure adhérence et qu'en travaillant à température ambiante, les pièces ne subissent pas de déformation sous l'effet de la température.
+ info
revêtement électrolytique
PROCÉDÉ GÉNÉRAL DE ZINCAGE
Le processus de zingage est réalisé par immersion dans les différents bains galvaniques, qui fonctionnent à basse température (<50ºC), ce qui évite la déformation des pièces lors de leur traitement. Le fer est majoritairement protégé, mais d'autres métaux, comme le cuivre, le laiton ou le zamak ELECTRONIQUEL peuvent également appliquer ce traitement
Traitement
Déposition
Déshydrogéné
Passivé
Inspection
Electroniquel utilise un procédé alcalin sans cyanure pour le zingage, ce qui implique une meilleure répartition à la surface de la pièce et moins d'hydrogénation du métal de base. Compte tenu du fait que les cyanures traditionnellement utilisés dans les bains de zinc effectuaient une action de nettoyage, avec les procédés exemptés, les étapes de prétraitement acquièrent plus d'importance, étant habituelle la combinaison de décapage avec des dégraissants chimiques et électrolytiques pour obtenir une bonne adhérence entre le zinc et. le métal de base.
-
Traitement
Dégraissage et décapage
Pour obtenir l'adhérence de l'alliage zinc-nickel sur une pièce métallique, des étapes de dégraissage et de décapage sont réalisées. DEGRAISSAGE : l'objectif est d'éliminer les huiles et graisses que nous avons à la surface de la pièce. DÉCAPAGE : à ce stade, les oxydes superficiels adhérant à la surface de l'acier sont éliminés par immersion dans des solutions acides, éliminant ainsi le tartre des processus précédents tels que le laminage.

-
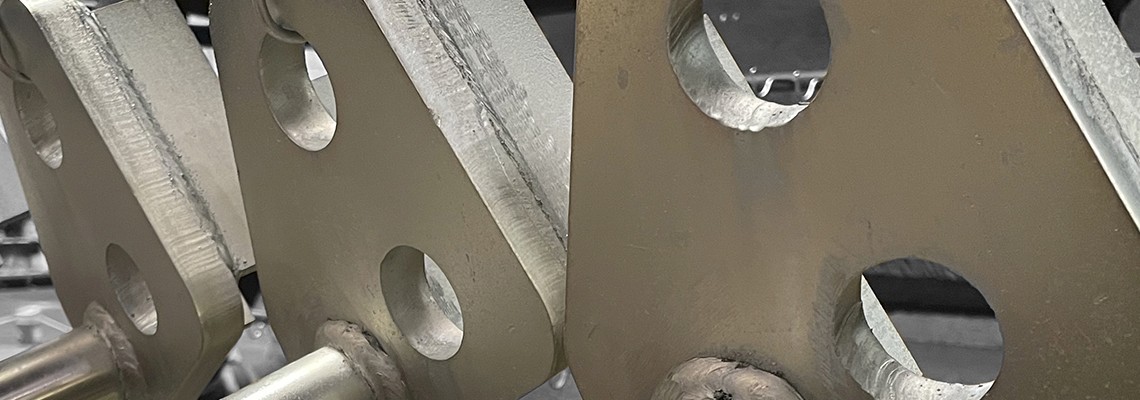
DÉPOSITION
REVÊTEMENT DE LA PIÈCE
Selon les conditions de service, l'épaisseur de la couche déposée peut varier entre 5 et 25 microns. Le dépôt ainsi obtenu est une base idéale pour les traitements ultérieurs de passivation, qui améliorent la résistance à la corrosion et modifient son aspect.

-
Traitement de déshydrogénation
traitements thermiques
Si nécessaire (résistance à la traction supérieure à 1000 MPa), la pièce sera déshydrogénée à près de 200ºC pendant un temps variable selon la dureté de la pièce.
-
revêtement de conversion
passivation
La passivation est la génération d'un revêtement de conversion qui est appliqué pour améliorer la résistance à la corrosion de la pièce et qui modifie son aspect. Après passivation, il est possible d'appliquer ultérieurement une étape de scellement, qui pénètre la passivation, fermant les micropores, augmentant la corrosion blanche de la pièce.

-
inspection
contrôle du comportement
Des contrôles que nous réalisons tout au long du processus, principalement sur les bains galvaniques et sur le produit une fois celui-ci terminé. Tests d'aspect : examiner le revêtement avec une amplitude de 10 %. Épaisseur de couche : mesurer sur une surface significative par spectrométrie à rayons X s/n ISO 3497. Adhérence : Il n'y aura pas d'écaillage ou de cloquage des pièces après les avoir maintenues à 220 ± 10 ºC pendant 30 minutes avec immersion immédiate dans l'eau à 15- 25ºC. s/n ISO 2819. Résistance à la corrosion : Essais de brouillard salin accéléré s/n ISO 9227.

FINITIONS ZINGUES
Zingué avec finitions blanc, vert olive, irisé, jaune et noir
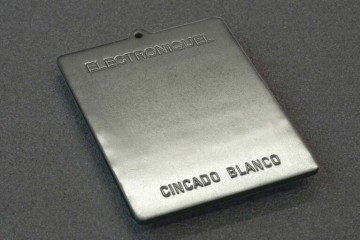



zinc passivé clair étanchéité POSSIBLE
ZINC PASSIF IRISÉ étanchéité POSSIBLE
ZINC PASSIF NOIR ÉTANCHÉITÉ POSSIBLE
ZINC PASSIF JAUNE étanchéité possible
ZINC PASSIF IRISÉ étanchéité possible
Caractéristiques de zingage
esthétique, durabilité et rentabilité
Conservation et protection
Le zingage est une méthode largement utilisée pour protéger l'acier contre l'oxydation et la corrosion, améliorant également son aspect visuel et à faible coût.
Épaisseur minimale du revêtement
Ces revêtements sont constitués de films minces (entre 5 et 25 microns) de composés inorganiques, qui sont formés par le contact de la surface métallique avec une solution aqueuse contenant des chromates solubles.
Bonne finition
Lorsqu'on travaille à température ambiante, les pièces ne subissent pas de déformation due à l'effet de la température.
Zingage alcalin sans cyanures
Electroniquel utilise un procédé alcalin sans cyanure pour le zingage, ce qui implique une meilleure répartition à la surface de la pièce et moins d'hydrogénation du métal de base.
Aplicación por inmersión
El proceso de zincado se realiza por inmersión en los diferentes baños galvánicos, que operan a bajas temperaturas (<50ºC), lo que evita la deformación de las piezas durante su tratamiento.
Application statique de tambour ou de rack
Le zingage électrolytique est utilisé pour les grandes séries de petites pièces. Il est utilisé pour la découpe des métaux, le tournage, les tourneurs...
BONNE BASE POUR UN REVÊTEMENT ULTÉRIEUR
Este tipo de recubrimientos además de mejorar la resistencia contra la oxidación y a la corrosión permite la aplicación de un recubrimiento orgánico posterior.
EXCELLENT SUBSTITUT À LA GALVANISATION
Les principaux avantages du zingage électrolytique par rapport à la galvanisation à chaud sont une meilleure adhérence et le fait qu'en travaillant à température ambiante, les pièces ne sont pas déformées par les effets de la température.
application industrielle du zingage électrolytique









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
PROTECTION
48H sans corrosion rouge | 5 microns avec passivation blanche
36 h without red corrosion | 12 microns with iridescent passivate
480 h sans corrosion rouge | 12 microns avec irisé passivé et scellé
certifications et normes
ELECTRONIQUEL CERTIFIE TOUS SES TRAITEMENTS SUR LA BASE DE LA NORME, DE L'HOMOLOGATION OU DES TESTS SPÉCIFIQUES
ISO 2081:2018 CERTIFICATION
Revêtements métalliques et autres revêtements inorganiques. Zingage électrolytique avec traitements complémentaires sur fer ou acier
ISO 19598:2016 CERTIFICATION
Revêtements métalliques. revêtements électrolytiques de zinc et alliages de zinc sur fer ou acier avec traitement supplémentaire sans Cr (VI)
UNE 112050:1994 norme
Couches de conversion chromique sur revêtements électrolytiques de zinc et de cadmium
ASTM B633-19 SPECIFICATION
Spécification standard pour les revêtements électrodéposés de zinc sur le fer et l'acier