Zinc Niquel
PROTECTION
MISE À TERRE
PROTECTION

Alliage de zinc avec nickel
PROTECTION
Selon les normes: DIN 50979 et ISO 15726 Passivation claire ou noire. Possibilité d’appliquer un fixateur dans les deux cas. Processus alcalin pour l’électrodéposition d’un alliage de Zinc-Nickel avec un contenu de nickel de 12-15%. On obtient une protection anticorrosion exceptionnelle avec une haute résistance à la température en respectant les exigences de l’industrie de l’automobile, même après un choc thermique. Compatible avec des métaux légers et c’est une base idéale pour des traitements postérieurs sans chrome hexavalent conformes à la norme Européennes ELV
+ infoPROTECTION
PROCÉDÉ GÉNÉRAL Zinc Nickel
L'ensemble du procédé Zinc Nickel est réalisé en immergeant complètement les pièces dans une batterie de réservoirs, chacun avec des compositions et des missions différentes.
Traitement
Déposition
Déshydrogéné
Passivé
Inspection
-
Traitement
Dégraissage et décapage
Pour obtenir l'adhérence de l'alliage zinc-nickel sur une pièce métallique, des étapes de dégraissage et de décapage sont réalisées. DEGRAISSAGE : l'objectif est d'éliminer les huiles et graisses que nous avons à la surface de la pièce. DÉCAPAGE : à ce stade, les oxydes superficiels adhérant à la surface de l'acier sont éliminés par immersion dans des solutions acides, éliminant ainsi le tartre des processus précédents tels que le laminage.

-
DÉPOSITION
REVÊTEMENT DE LA PIÈCE
En cualquier deposición electrolítica existe un flujo de electrones entre el ánodo del proceso, donde se producirá la oxidación del material y la pieza a recubrir donde tendrá lugar la reducción y con ello el recubrimiento de nuestra pieza con el metal que queremos. En el caso del cinc-níquel, el recubrimiento consiste en una aleación de cinc-níquel, con un contenido en níquel entre 12-16%. Este depósito se forma a partir de un sistema electrolítico alcalino libre de cianuros. El depósito sobre todas las superficies visibles será uniforme, siempre y cuando el metal base lo permita, adherente, libre de ampollas, picaduras y discontinuidades. Dans tout dépôt électrolytique, il y a un flux d'électrons entre l'anode du processus, où l'oxydation du matériau aura lieu et la pièce à revêtir où la réduction aura lieu et avec elle le revêtement de notre pièce avec le métal que nous vouloir. Dans le cas du zinc-nickel, le revêtement est constitué d'un alliage zinc-nickel, avec une teneur en nickel comprise entre 12 et 16 %. Ce dépôt est formé à partir d'un système électrolytique alcalin sans cyanure. Le dépôt sur toutes les surfaces visibles sera uniforme, tant que le métal de base le permet, adhérent, exempt de cloques, de piqûres et de discontinuités.
-
déshydrogéné
traitements thermiques
Si nécessaire, pour les pièces à haute dureté, en particulier avec des valeurs de résistance à la traction supérieures à 1000 MPa, il est nécessaire de chauffer la pièce à près de 200ºC après le dépôt électrolytique pendant une période de temps variable en fonction de la dureté de la pièce.
-
revêtement de conversion
passivation
La passivation est la génération d'un revêtement de conversion qui est appliqué pour améliorer la résistance à la corrosion de la pièce et qui modifie son aspect. Après passivation, il est possible d'appliquer ultérieurement une étape de scellement, qui pénètre la passivation, fermant les micro-pores, augmentant la corrosion blanche de la pièce.

-
inspection
contrôle du comportement
Les contrôles pour représenter des pièces revêtues dans un essai seront inspectés une fois ceux-ci traités pour leur aspect avec une amplitude de 10%, pour leur composition par spectrométrie de rayons X s/n ISO3497, épaisseur par spectrométrie de rayons X s/n ISO3497 , adhérence , aucun écaillage ou cloquage ne se produira après les avoir maintenus à 220 ± 10 ºC pendant 30 minutes avec immersion immédiate dans l'eau à 15-25 ºC s / n ISO2819. Ce test est réalisé sur deux échantillons sélectionnés et de résistance à la corrosion par des tests de brouillard salin s/n ISO9227.
codage des revêtements ELECTROLYTIQUES


TRANSPARENT PASSIF NICKEL ZINC
ZINC NICKEL PASSIF IRISÉ
FINITION NOIRE PASSIVE ZINC NICKEL
ZINC NICKEL PASSIF IRISÉ étanchéité
PROTECTION
bonne conductivité thermique
Résistant à la température même après la réalisation d'un choc thermique
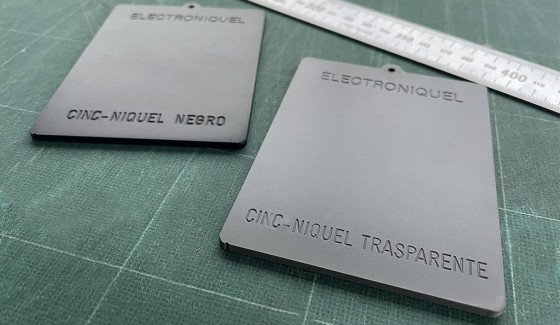
Finitions transparentes et noires
Il y a la possibilité d'appliquer des joints ultérieurs pour garantir les exigences de la corrosion blanche.
Texture homogène
L'alliage résultant offre une bonne répartition du métal en obtenant des finitions mates ou satinées grises ou noires.
Contient du chrome trivalent
Toutes les finitions zinc-nickel contiennent du chrome trivalent et sont sans cyanure.
Application de tambour
Application statique ou en rack
Bonne base pour d'autres applications
Son bon comportement s'impose comme base pour l'application de peintures, Kataphorèse et électrophorèse
Excellent substitut aux flocons de zinc
Il est appliqué dans les pièces qui, en raison de leur géométrie, ne peuvent pas être traitées avec du zinc lamellaire comme des pièces plates, avec des trous, des trous borgnes ...
PROTECTION









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
PROTECTION
480 h | 5 microns
750 h | 8 micras
1000 heures | Selon les caractéristiques
certifications et normes
ELECTRONIQUEL CERTIFIE TOUS SES TRAITEMENTS SUR LA BASE DE LA NORME, DE L'HOMOLOGATION OU DES TESTS SPÉCIFIQUES
DIN 50979 norme
Revêtements métalliques - Revêtements électrolytiques de zinc et d'alliage de zinc sur fer ou acier avec traitement supplémentaire sans Cr(VI)
ISO 19598:2016 CERTIFICATION
Revêtements métalliques. revêtements électrolytiques de zinc et alliages de zinc sur fer ou acier avec traitement supplémentaire sans Cr (VI)
ASTM B841:1999 SPÉCIFICATION
Spécification standard pour le revêtement électrolytique de dépôts d'alliage de zinc et de nickel