Zinc Níquel
PROTECTION
Electrical Earthing
PROTECTION

Zinc alloy with nickel
PROTECTION
According to standards: DIN 50979 and ISO 15726 Clear or black passivation. Possibility of applying sealant in any of the cases. Alkaline process for the electrodeposition of a zinc-nickel alloy with a nickel content of 12-15%. Exceptional protection against corrosion with high temperature resistance is achieved by meeting the demands of the automotive industry, even after thermal shock. Compatible with light metals and is an ideal base for subsequent treatments free of hexavalent chromium that meet the European standard ELV
+ infoPROTECTION
GENERAL PROCESS Zinc Nickel
The entire Zinc Nickel process is carried out by completely immersing the parts in a battery of vats, each with different compositions and missions.
Treatment
Deposition
Dehydrogenated
Passivated
Inspection
-
Treatment
Degreasing and pickling
To achieve adhesion of the zinc-nickel alloy on a metal part, degreasing and pickling steps are carried out. DEGREASING: the objective is to eliminate the oils and greases that we have on the surface of the piece. PICKLING: in this stage the surface oxides adhered to the surface of the steel are eliminated by immersion in acid solutions, thus removing the scale from previous processes such as rolling.

-
DEPOSITION
COATING THE PART
En cualquier deposición electrolítica existe un flujo de electrones entre el ánodo del proceso, donde se producirá la oxidación del material y la pieza a recubrir donde tendrá lugar la reducción y con ello el recubrimiento de nuestra pieza con el metal que queremos. En el caso del cinc-níquel, el recubrimiento consiste en una aleación de cinc-níquel, con un contenido en níquel entre 12-16%. Este depósito se forma a partir de un sistema electrolítico alcalino libre de cianuros. El depósito sobre todas las superficies visibles será uniforme, siempre y cuando el metal base lo permita, adherente, libre de ampollas, picaduras y discontinuidades. In any electrolytic deposition there is a flow of electrons between the anode of the process, where the oxidation of the material will take place and the part to be coated where the reduction will take place and with it the coating of our part with the metal we want. In the case of zinc-nickel, the coating consists of a zinc-nickel alloy, with a nickel content between 12-16%. This deposit is formed from a cyanide-free alkaline electrolyte system. The deposit on all visible surfaces will be uniform, as long as the base metal allows it, adherent, free of blisters, pits and discontinuities.
-
dehydrogenated
heat treatments
When required, for parts with high hardness, specifically with tensile strength values greater than 1000 MPa, it is necessary to heat the part to almost 200ºC after electrolytic deposition for a variable period of time depending on the hardness of the piece.
-
conversion coating
passivation
Passivation is the generation of a conversion coating that is applied to improve the corrosion resistance of the part and that modifies its appearance. After passivation, it is possible to subsequently apply a sealing stage, which penetrates the passivation, closing the micro-pores, increasing the white corrosion of the part.

-
inspection
behavior control
The controls to represent coated pieces in a test will be inspected once these have been processed for their appearance with an amplitude of 10%, for their composition by X-ray spectrometry s / n ISO3497, thickness by X-ray spectrometry s / n ISO3497, adhesion , no flaking or blistering will occur after keeping them at 220 ± 10 ºC for 30 minutes with immediate immersion in water at 15-25ºC s / n ISO2819. This test is carried out on two selected samples and resistance to corrosion by saline mist tests s / n ISO9227.
coding of ELECTROLYTIC coatings


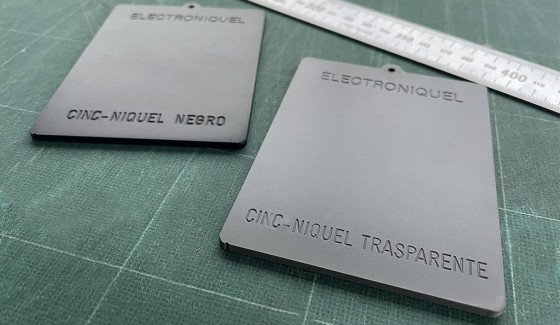
TRANSPARENT PASSIVE NICKEL ZINC
IRIDESCENT PASSIVE NICKEL ZINC
ZINC NICKEL PASSIVE BLACK FINISH
IRIDESCENT PASSIVE NICKEL ZINC sealing
PROTECTION
good thermal conductivity
Resistant to temperature even after the realization of a thermal shock
Transparent and black finishes
There is the possibility of applying subsequent seals to guarantee the requirements of white corrosion.
Homogeneous texture
The resulting alloy offers a good distribution of the metal obtaining matt or satin gray or black finishes.
Contains trivalent chromium
All Zinc Nickel finishes contain trivalent chromium and are cyanide free
Drum application
Static or rack application
Good base for other applications
Its good behavior stands out as a base for the application of paints, Kataphoresis and electrophoresis
Excellent substitute for Zinc Flake
It is applied to those pieces that due to their geometry cannot be treated with Zinc Lamellar as flat pieces, with holes, blind holes ...
PROTECTION









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
PROTECTION
480 h | 5 microns
750 h | 8 micras
1000 h | According to characteristics
certifications and standards
ELECTRONIQUEL CERTIFIES ALL ITS TREATMENTS BASED ON THE SPECIFIC STANDARD, APPROVAL OR TESTS
DIN 50979 standard
Metallic coatings - Electroplated zinc and zinc alloy coatings on iron or steel with supplementary Cr(VI)-free treatment
ISO 19598:2016 Certification
Metallic coatings. electrolytic coatings of zinc and zinc alloys on iron or steel with supplementary treatment without Cr (VI)
ASTM B841:1999 SPECIFICATION
Standard specification for electrodeposited coating of czinc nickel alloy deposits