Zincado Electrolitico
Proceso exento de cianuros
Zincado Electrolítico
Rohs compliant


ZINCADO
ALEACIÓN ELECTROLÍTICA
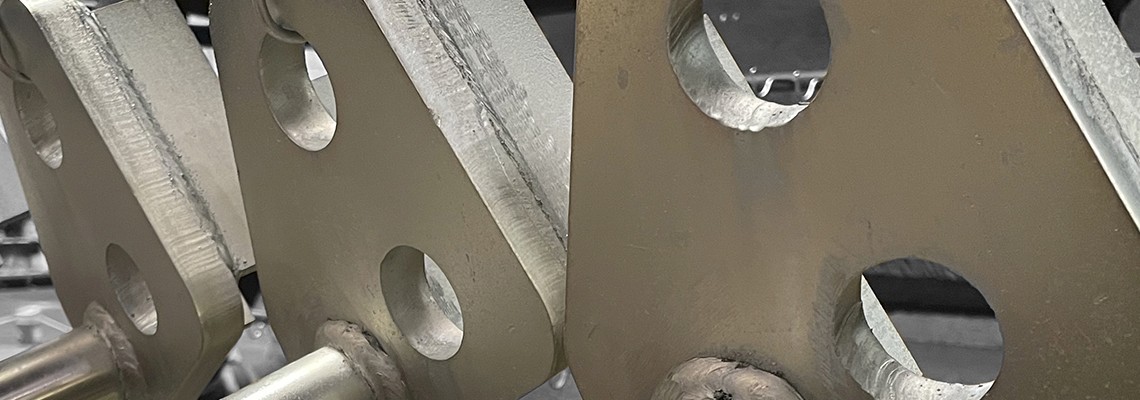
El zincado electrolítico o electrocincado, es un método ampliamente extendido para la protección del acero, debido a que aporta una protección razonable con aspecto agradable y a bajo coste. El zinc protege al acero mediante dos mecanismos: por un lado, ejerce un efecto barrera, aislando al acero del medio agresivo y por otro lado actúa como ánodo de sacrificio, ralentizando la corrosión del acero.
La vida en servicio de un recubrimiento de zinc depende directamente y de forma lineal del espesor del recubrimiento. Adicionalmente, se puede extender la vida útil de este tipo de recubrimientos por medio de la aplicación de recubrimientos de conversión de cromatos. Estos recubrimientos están formados por películas finas (de entre 0.01 y 1 µm) de compuestos inorgánicos, que se forman por medio del contacto de la superficie metálica con una disolución acuosa que contiene cromatos solubles. Este tipo de recubrimientos además de mejorar la resistencia a la corrosión permite la aplicación de un recubrimiento orgánico posterior.
Las principales ventajas del zincado electrolítico con respecto al galvanizado en caliente son una mejor adherencia y que al trabajar a temperatura ambiente, las piezas no sufren deformación por efecto de la temperatura.
+ info
recubrimiento electrolítico
PROCESO GENERAL DEL zincado
El proceso de zincado se realiza por inmersión en los diferentes baños galvánicos, que operan a bajas temperaturas (<50ºC), lo que evita la deformación de las piezas durante su tratamiento. Mayoritariamente se protege el hierro, pero a otros metales, como pueden ser el cobre, latón o zamak ELECTRONIQUEL también puede aplicarles este tratamiento.
Pretatamiento
Deposición
Deshidrogenado
Pasivado
Inspección
Electroniquel emplea para el cincado un proceso alcalino exento de cianuros, lo que implica un mejor reparto sobre la superficie de la pieza y una menor hidrogenación del metal base. Teniendo en cuenta que los cianuros tradicionalmente empleados en los baños de cinc realizaban una acción limpiadora, con los procesos exentos, las etapas de pretratamiento adquieren más importancia, siendo habitual la combinación del decapado con desengrases químicos y electrolíticos para lograr una buena adherencia entre el cinc y el metal base.
-
Pretatamiento
Desengrasado y decapado
Para conseguir que la deposición de la aleación de cinc-níquel sobre una pieza metálica tenga adherencia se realizan etapas de desengrasado y decapado. DESENGRASADO: el objetivo es eliminar los aceites y grasas que tengamos en la superficie de la pieza. DECAPADO: en esta etapa se eliminan los óxidos superficiales adheridos a la superficie del acero por inmersión en soluciones de ácidos, desapareciendo de este modo la cascarilla de procesos previos como la laminación.

-
DEPOSICIÓN
RECUBRIMIENTO DE LA PIEZA
Según la condición de servicio, el espesor de la capa depositada puede variar entre 5-25 micras. El depósito obtenido de este modo es una base ideal para los tratamientos posteriores de pasivación, que mejoran la resistencia a la corrosión y modifican su aspecto.

-
deshidrogenado
tratamientos térmicos
En caso requerido (resistencia a la tracción superior a 1000 MPa), se realizará un deshidrogenado de la pieza a casi 200ºC durante un tiempo variable en función de la dureza de la pieza.
-
recubrimiento de conversión
pasivación
La pasivación es la generación de un recubrimiento de conversión que se aplica para mejorar la resistencia a la corrosión de la pieza y que modifica el aspecto de esta. Tras el pasivado es factible aplicar posteriormente una etapa de sellado, que penetra en la pasivación cerrando los micro-poros incrementando la corrosión blanca de la pieza.

-
inspección
control del comportamiento
Inspecciones que realizamos a lo largo del proceso, principalmente sobre los baños galvánicos y sobre el producto una vez finalizado. Ensayos de aspecto: examinar el recubrimiento con una amplitud del 10%. Espesor capa: medir sobre una superficie significativa por espectrometría de Rayos X s/n ISO 3497. Adherencia: No tendrá lugar descamación ni ampollado de las piezas tras mantenerlas a 220±10 ºC durante 30 minutos con inmediata inmersión en agua a 15-25ºC. s/n ISO 2819. Resistencia a la corrosión: Ensayos acelerados de niebla salina s/n ISO 9227.

ACABADOS DEL ZINCADO
Zincado con acabados blanco, verde oliva, iridiscente, amarillo y negro



zinc pasivado blanco Sellado posible
ZINC PASIVADO IRIDISCENTE sellado POSIBLE
ZINC PASIVADO NEGRO SELLADO POSIBLE
ZINC PASIVADO AMARILLO sellado POSIBLE
ZINC PASIVADO IRIDISCENTE sellado POSIBLE
Características del zincado
estética, durabilidad y rentabilidad
Conservación y protección
El zincado es un método ampliamente extendido para la protección del acero contra la oxidación y de la corroción, mejorando además su aspecto visual y a bajo coste
Espesor de revestimiento mínimo
Estos recubrimientos están formados por películas finas (de entre 5-25 micras) de compuestos inorgánicos, que se forman por medio del contacto de la superficie metálica con una disolución acuosa que contiene cromatos solubles
Buen acabado
Al trabajar en temperatura ambiente las piezas no sufren deformación por efecto de la temperatura.
Zincado alcalino sin cianuros
Electroniquel emplea para el zincado un proceso alcalino exento de cianuros, lo que implica un mejor reparto sobre la superficie de la pieza y una menor hidrogenación del metal base.
Aplicación por inmersión
El proceso de zincado se realiza por inmersión en los diferentes baños galvánicos, que operan a bajas temperaturas (<50ºC), lo que evita la deformación de las piezas durante su tratamiento.
Aplicación bombo estático o rack
El zincado electrolítico en bombo se emplea para grandes series de piezas pequeñas. Se emplea para troquelados metálicos decoletaje, torneros ...
BUENA BASE PARA RECUBRIMIENTO POSTERIOR
Este tipo de recubrimientos además de mejorar la resistencia contra la oxidación y a la corrosión permite la aplicación de un recubrimiento orgánico posterior.
EXCELENTE SUSTITUTO DEL GALVANIZADO
Las principales ventajas del zincado electrolítico con respecto al galvanizado en caliente son una mejor adherencia y que al trabajar a temperatura ambiente, las piezas no sufren deformación por efecto de la temperatura.
aplicación industrial del cincado electrolítico









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
resistencia a la corrosión
48 H sin corrosión roja | 5 micras con pasivado blanco
336 h sin corrosión roja | 12 micras con pasivado iridiscente
480 h sin corrosión roja | 12 micras con pasivado iridiscente y sellado
certificaciones y normas
ELECTRONIQUEL CERTIFICA TODOS SUS TRATAMIENTOS EN BASE A LA NORMA ESPECÍFICA, HOMOLOGACIÓN O ENSAYOS
ISO 2081:2018 CERTIFICACIÓN
Recubrimientos metálicos y otros recubrimientos inorgánicos. Recubrimientos electrolíticos de cinc con tratamientos suplementarios sobre hierro o acero
ISO 19598:2016 CERTIFICACIÓN
Recubrimientos metálicos. recubrimientos electrolíticos de cinc y de aleaciones de cinc sobre hierro o acero con tratamiento suplementario sin Cr(VI)
UNE 112050:1994 NORMA
Capas de conversión crómica sobre recubrimientos electrolíticos de cinc y cadmio
ASTM B633-19 ESPECIFICACIÓN
Especificación estándar para recubrimientos electrodepositados de zinc sobre hierro y acero